Textile Processing Guide: Pretreatment, Colouration and Finishing
Disruptive Innovation – Chemistry
Disruptive Innovation – Chemistry
Although great progress has been made when it comes to innovation in sustainable chemistry there are still a number of hazardous chemicals which can be found on ZDHC’s RSL and mRSL lists to which no similar performing, less harmful alternative has yet been found.
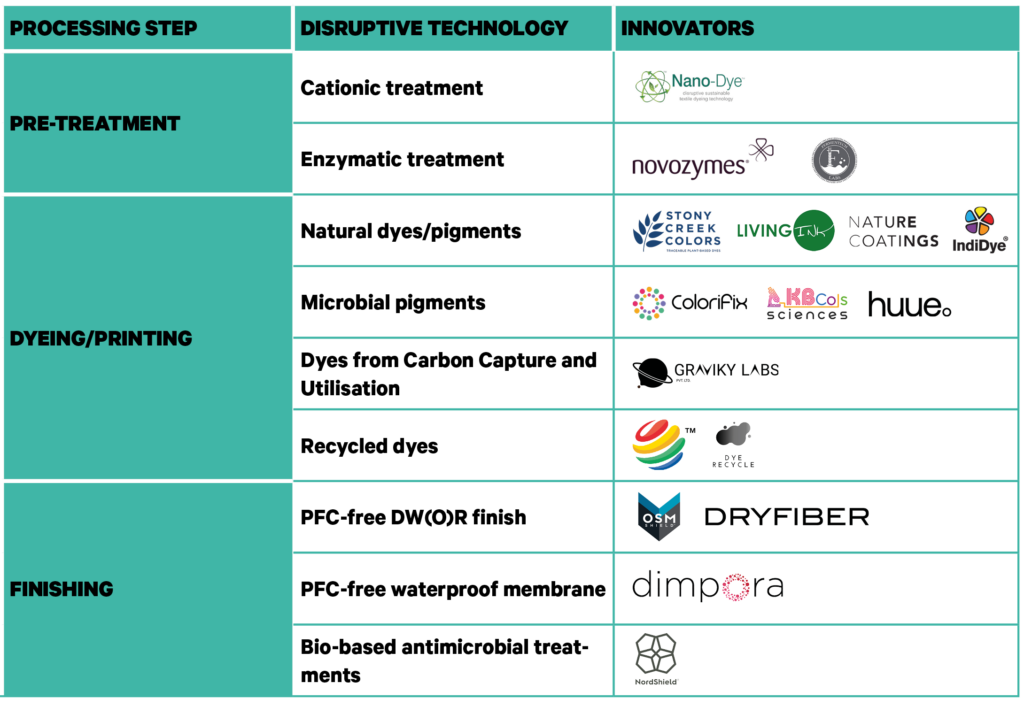
As such, disruptive innovation in this space mostly focuses on finding competitive alternatives that could either replace a specific chemical in a solution or by replacing a solution with a new formulation. Examples of this could include formulations that are bio-based or based on a non-harmful chemistry like silicone. Figure 6 shows an overview of the disruptive technologies and innovators. Below an overview of some of the most used processes in the pre-treatment, dyeing, printing and finishing.
TECHNOLOGIES AND INNOVATIONS
Cationic treatment
Chemistry innovations in pre-treatment are more limited than in dyeing and finishing. An example of an incremental innovation in this space is cationic treatment. With this treatment, cotton is modified to have a permanent cationic, or positive charge, making the cotton “friendlier” to dye and so increases its dye uptake. Cationic treatments have the opportunity to enhance the dyeability of cotton but require advanced effluent treatment as they can cause eutrophication.
Nano Dye
Nano dye has a salt-free cationic treatment that potentially does not result in high eutrophication. Salt is commonly used in the pre-treatment process which then ends up in the effluent water, impacting the local environment. Nano Dye’s technology is a drop-in solution that changes the charge of a cotton molecule to the opposite charge of the dye to enhance dye uptake. It is used with cotton, other cellulosic fibres and blends.
Enzyme treatment
Conventional scouring is harsh on fabrics and the environment. Enzymes can be used to modify the fabric to become more receptive to dyes through processes such as bioscouring, they can be used in both pre- treatment and finishing12. It is a more sustainable solution that allows savings in water, time and energy as well as a reduction in the usage of harmful chemicals which improves worker safety.
Novozymes
Novozymes produces and develops biological solutions for textiles including enzymatic scouring, also known as biopreparation or bioscouring.
Fermentech Labs processes agricultural waste in a novel SSF bioreactor through which the cellulosic parts are pretreated & processed by proprietary microbes to produce enzymes such as cellulase, amylase and pectinase for applications like bio-polishing, desizing and bio-scouring.
NATURAL DYES/PIGMENTS
Natural dyes and pigments, from sources like algae and plants, have existed for centuries but have historically been overlooked by the fashion industry due to inferior performance, limited colour palette and higher prices than synthetic dyes. However, new disruptive cultivation, extraction and application processes have the potential to overcome these barriers and enable the (re)implementation of natural dyes at scale. Using natural dyes and pigments enables a shift away from synthetic chemistry and in some instances the feedstock used ie: plants, algae or waste means the dyes and pigments have the potential to be carbon negative.
DYES VS PIGMENTS
What is the difference between a dye and a pigment?
-
Dyes are water soluble – like salt in water – and so can penetrate into a material and be held within it by chemical forces.
-
Pigments are water insoluble – like sand in water – they must be disperse in a binder and are applied to the surface of the material.
Plant based dye
Stony Creek Colors*
Stony Creek Colors creates a pre-reduced plant-based indigo that can replace petrochemical based synthetic indigo dyes. They optimise indigo production in a renewable (and aniline – free) closed loop process. It can be applied on cotton, cellulosics, wool and silk.
Ever dye has developed a novel dyeing process that includes a proprietary pretreatment in combination with natural pigments, that allows for dyeing at room temperature. The liquid pretreatment charges the surface of cellulosic fabrics/yarns negatively, enabling positively charged pigments that have been created out of minerals, nanocellulose extracted from vegetal waste and a positively charged proprietary organic molecule.
AN Herbals*
AN Herbals has developed a patented technology for extraction of powdered dyes from pharmaceutical (ayurvedic)/forest/food waste that allows dyeing of fabrics to be done without the use of any synthetic auxiliaries.
Algae-based pigment
Living Ink*
Living Ink transforms waste microalgae material into a bio-based carbon black that can replace petroleum derived carbon black. The pigment is jet black and UV stable. It can be used for screen printing on cotton, cellulosics, blends, leather and polyester. Dope dyeing applications are in Research & Development (R&D).
Algaeing*
Algaeing uses microalgae to manufacture dyes and inks in a closed system that can be used with existing production machinery. It can be used to dye and print all types of fibre.
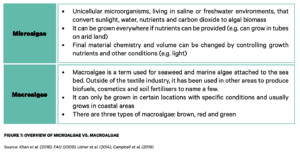
MICROALGAE VS MACROALGAE
What is the difference between microalgae and macroalgae?
Algae can be used as an input to create fibres and chemistries. It has received a lot of attention lately as products derived from algae have the potential to be carbon negative. Algae can be divided into two types; microalgae and macroalgae, the differences are explained below.
Woodwaste-based pigment
Nature Coatings*
Nature Coatings transforms Forest Steward Council (FSC) certified wood waste into high performing and cost competitive black pigments. Their pigments are a direct replacement for petroleum-based carbon black pigments. The pigments and 100% bio-based dispersions can be used for screen printing on cotton, cellulosics, blends, leather and polyester. Dope dyeing applications are in R&D.
Microbial pigments
Microbial pigments are either naturally occurring in organisms or artificially grown in genetically modified organisms (GMO). Once the naturally occurring microbe is identified or a genetically modified microbe strain has been engineered, the microbes get multiplied via fermentation by feeding them sugars and other feedstock. After this process the pigments are extracted to be used in traditional dyeing processes. Microbial pigments can replace synthetic pigments, and thereby reduce GHG emissions as well as the amount of potentially harmful chemistry used.
Colorifix*
Colorfix uses microbial pigment technology to produce, deposit, and fix colour onto textiles. They genetically modify microbes to produce a wide range of naturally-occurring pigments and ferment them using renewable feedstocks. Rather than extract the dye from the bacteria, a costly downstream processing step, Colorifix uses the broth the bacteria are fermented in as dye liquor. The technology can be used to dye all fibres and fibre blends.
Huue*
Huue uses microbial pigment technology to produce dyes and pigments (GMO), with indigo dye as its first product. After extracting the pigment from the bacteria and processing it, the bio-based dye can be used as a drop-in replacement for synthetic Indigo, with high purity and with the same performance. The pigments can be used to dye cotton fibres and any other substrates typically dyed with indigo.
PILI *
PILI uses microbial pigment technology to develop and produce biobased dyes and pigments (GMO). Their first commercially available product is indigo powder. In order to offer the same high-performance as fossil-based products, PILI combines fermentation and chemistry to produce drop-in dyestuff products with a biobased content ranging from 60% to 100%.
KBCols Sciences*
KBCols Sciences use microbial pigment technology, using non-GMO naturally occurring coloured microbes sourced from the soil, water and air, to extract different natural colours that can be applied in textiles and other applications. The pigments can be used to colour most natural and synthetic fibres.
ALTERNATIVE DYES/PIGMENTS
There are many alternative more sustainable dyes and pigments on the market or in development. These include pigments made from captured carbon and recycled dyes made from old textiles.
Pigments from Carbon Capture and Utilisation
Turning carbon emissions from industrial pollutants into industrial grade products. Using captured carbon as a feedstock means a shift away from synthetic chemistry as well as a reduction in greenhouse gas emissions.
Graviky Labs*
Graviky’s first product AIR-INK® is a range of inks and pigments made by end-of-use carbon emissions. The black pigment can be used for different printing processes such as screen, sublimation and digital. Graviky has tested AIR-INK on different surfaces such as paper, polyester and textiles. Dope dyeing applications are in R&D.
Farbenpunkt
Farbenpunkt developed the patented PERACTO technology for dyeing and printing. The dyestuff is processed to a very small size with an average diameter of below 500 nanometers. These very small dye particles easily penetrate textile substrates colorising the surface and subsurface completely. The bond is both mechanical and chemical, effective on various textile materials and blends.
Recycled dyes
Recycled dyes can either be produced through creating a very fine crystallised powder out of textile waste and dyeing with this or chemically recovering dyes from fashion waste and redyeing other fabrics with it. Using textile waste as a feedstock reduces the amount of syntetic chemistry used and allows for a more circular process.
Recycrom is a dyestuffs range created by making used clothing, fibrous material and textiles scraps made from cellulosic fibres into a very fine powder to dye with. The dyestuff can colour any cellulosic and natural fibre as well polyamide.
DyeRecycle technology is a non-destructive separation technology of textile waste components: fibres & dyes, allowing their independent recycling back to the supply chain. The process selectively extracts dyes from waste fibres, and transfers the dyes to a new fabric. The liquid used for the process is recycled and reused, making the process fully circular by design.
PFC-free DW(O)R finish
One of the biggest priorities of the fashion industry (and other industries) is finding PFC-free high performing durable water (and oil) repellency DW(O)R treatments. Instead of PFCs other synthetic chemistries (e.g. silicone) or bio-based chemistries (e.g. waxes, wood, bio-based solutions) can be used. PFCs need to be phased out as they have proven to be toxic and harmful to both humans and the environment, so shifting to these alternative solutions has multiple environmental benefits.
OSM Shield: ZERO*
OSM Shield’s ZERO chemistry solution is a non-Perfluoro alkyl (PFAS) high performance durable water and oil repellency technology which is free from all PFAS compounds and associated toxins. This chemistry technology will be available in a standard emulsion and can be applied using traditional application methods on all fibre types, but the focus is on cotton and polyester.
Dryfiber*
Dryfiber provides a completely fluorine free, and hence also PFC-free DW(O)R textile finish. The solution is silicon-based and can be applied through traditional finishing processes. The current focus is on synthetic fabrics.
PFC-free waterproof membrane
A microporous membrane is a very thin layer containing many tiny pores (thousand times smaller than a drop of rain). These membranes have waterproof and breathable properties; while they do not let water come through from the outside, they do allow water vapour, emitted through perspiration, to evacuate. Innovation lies within the production technology to provide high performance without using PFCs.
Dimpora*
Dimpora creates more sustainable, highly breathable and waterproof membranes. Based on polymers, the technology is PFC free and uses no Dimethylformamide (DMF) solvent. The company is further developing recyclable, bio-based and biodegradable membranes to close the loop for high performance gear.
Lamoral develops fluorine-free and >50% bio-based A-Line DWR and other finishes. They use an emulsion polymerisation of a plant-based polyalkyl, anchoring the polymers onto the fibre. The non-bio-based content is based on acrylates in a water-based emulsion. Their DWR is called and holds the OekoTex100 certification and is ZDHC listed.
Beyond Surface Technology (BST)
BST develops products that reduce the impact of textile chemical finishes on the environment. The finishes are bio-based as e.g. microalgaes or plant seeds and branded miDori. Their DWR is called and holds the GOT 5.0 certification and is ZDHC listed. Their raw materials are carefully sourced
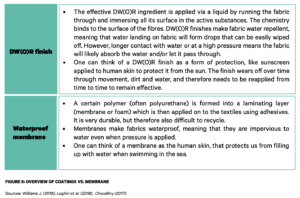
DW(O)R FINISH VS WATERPROOF MEMBRANE
What is the difference between a DW(O)R finish and a waterproof membrane?
Both technologies are used in increasing the protective properties of garments, mostly focusing on shielding from water but also from dirt and oil. The technologies can be combined for optimal performance.
Heavy metal free antimicrobial treatments
Creating antimicrobial finishes with the use of antimicrobial polymeric materials (e.g. chitosan) derived from bio-based sustainable sources (e.g. flax or wood, crab or shrimp shell waste from seafood industry).
Nordshield*
Nordshield creates antibacterial, antiviral, antimould and insect repellent finishes based on waste from the forestry industry. Nordshield forms a physical barrier on surfaces treated with their finish and therefore prevents microbial growth at the sources. The finish can be applied to cotton, viscose and blends.
(*Fashion for Good Alumni – Fashion for Good have supported over 135 innovators through our projects and programmes. They continue to be a part of our alumni network with Fashion for Good providing continued ongoing support.)
CHALLENGES OF SCALING DISRUPTIVE CHEMISTRY INNOVATIONS
As seen in the previous chapter, there are many more sustainable chemistry solutions available. Some of the reasons these have not yet been implemented in the supply chain relate to the following challenges.
Performance
Finding innovations in chemistry with the same performance characteristics as traditional chemistry is challenging. If the performance of the more sustainable chemistry does not meet that of its traditional counterpart, it will in most cases not be adopted on a large scale. Some of the key performance characteristics challenging the fashion industry are listed below:
- Colour fastness of natural dyes – Performance of most natural dyes has often not met that of synthetic dyes. In addition, due to common impurities in natural dyes it has shown to be difficult to consistently reproduce a shade particularly across batches. As with synthetic dyes, natural dyes often need other chemicals to bond with the substrate and usually more dye is required to achieve the same depth of colour. As a result, ‘natural’ does not automatically equal better. Aside from challenges around colour fastness, natural dyes are generally available in fewer colours and shades than synthetic dyes.
- Durability – Some treatments meet performance requirements immediately after application but lose their effectiveness after wear and washing. Maintaining effectiveness after dry cleaning is especially challenging.
- Durable Water and Oil Repellency – DW(O)R is a key property for textile materials, especially for the outdoor industry. Historically, high performance has been achieved with the use of hazardous PFCs. The non-hazardous or bio-based solutions currently available have not shown to yet meet this performance across multiple testing criteria. Securing high oleophobicity scores has been particularly challenging.
COLOUR FASTNESS
What is colour fastness?
Colour fastness is used as a key performance indicator to test the efficiency of dyes. It is defined as the ability of a dye to preserve the original colour throughout the manufacturing process and subsequent customer use.
The main forms of colour fastness include:
- Washing fastness: the extent to which dye comes off a fabric in contact with a water
- Rubbing/crocking fastness: the extent to which dye on a dry fabric rubs off on another dry fabric
- Light fastness: the extent to which the colour on the fabric fades when exposed to light
- Perspiration fastness: the extent to which the colour on the fabric fades when exposed to human perspiration
To rate the washing, rubbing/crocking, and perspiration fastness the Grey Scale for Colour and/or the Grey Scale for Staining, Rated from 1 (very poor) to 5 (excellent), are used. For light fastness, the Blue Wool Scale, rated from 1 (very poor) to 8 (excellent), is to be used13.
Supply Chain
The supply chain for the chemical formulations currently available is well established and allows for large scale production, while the supply chain of more innovative formulations is less developed and does often not yet allow for large scale production Therefore, although performance on a pilot scale has been proven, it can sometimes still be timely and challenging to scale these new technologies. This can cause difficulties when working with brands and manufacturers as they need large quantities (in the thousands of tonnes) for mass adoption. One potential solution to this is for innovators to collaborate with established chemical manufacturers or toll blenders with large production capacities and expertise in scaling.
Externalities and Pricing
Given the low prices of most commodities used in this industry and the industry’s focus on economics, many sustainable alternatives struggle to present attractive business cases due to their higher costs. Tighter regulation could enable the industry to take into account the significant environmental externalities of current production processes.