Sorting For Circularity Europe: An Evaluation And Commercial Assessment Of Textile Waste Across Europe
Unpacking The Fraction: Its Potential For Recycling
Phase 1
The suitability of textiles as feedstock for recycling is determined by the following characteristics: 1) composition of the product’s fabric, 2) presence of disruptors, 3) colour. Data was captured on these characteristics during the on-the-ground analysis. Sample data was extrapolated to country volumes to illustrate the potential feedstock availability in this Project’s focus countries. The following section describes the potential feedstock availability for recycling based on the Fraction’s composition and the presence of disruptors. A detailed description on the prevalence of colours is included in section 3 of this chapter, where the potential for mechanical recycling is introduced.
1. FABRIC COMPOSITION
An estimated 7% of the Fraction volume consists of multi-layered items like jackets and coats. Multi-layered items can be disassembled manually or automatically before being sorted based on their composition, for instance using NIR sorting technology. The multi-layered items found in the Fraction are currently used for downcycling (63% of the volume of multi-layers), wipers (12%) or have a destination as low value rewearable textiles (19%). The fabric types used in multi-layered items mostly consist of polyester (33%), blends (31%) or cotton (11%).
Since there is no business case for manual disassembly in Europe and technologies for automated disassembly are not available at scale, multi-layered items have been excluded from the Fraction for now. While the disassembly of multi-layered items is not financially viable today, the potential for PCT as feedstock for recycling illustrated in this Project might further spur innovations for automated disassembly of multi-layered items in the future.
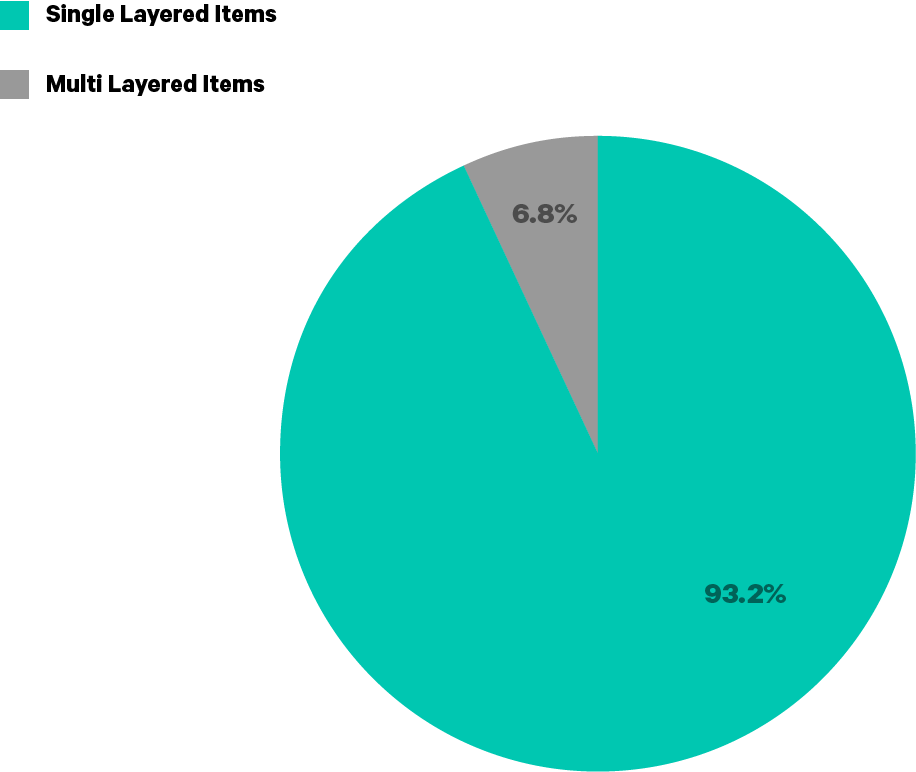
FIGURE 8: SINGLE VS. MULTI-LAYERED ITEMS IN THE FRACTION. SOURCE: CIRCLE ECONOMY AND FASHION FOR GOOD (2022)
The removal of multi-layered items has led to the following potential volumes of feedstock in the focus countries, as visualised in Figure 9. These estimates do not exclude textiles that contain non-removable disruptors and therefore might not be suitable for recycling after all. Details on the presence of disruptors are further discussed in the material breakdowns in this chapter, where the potential of these materials for different recycling technologies is explored.
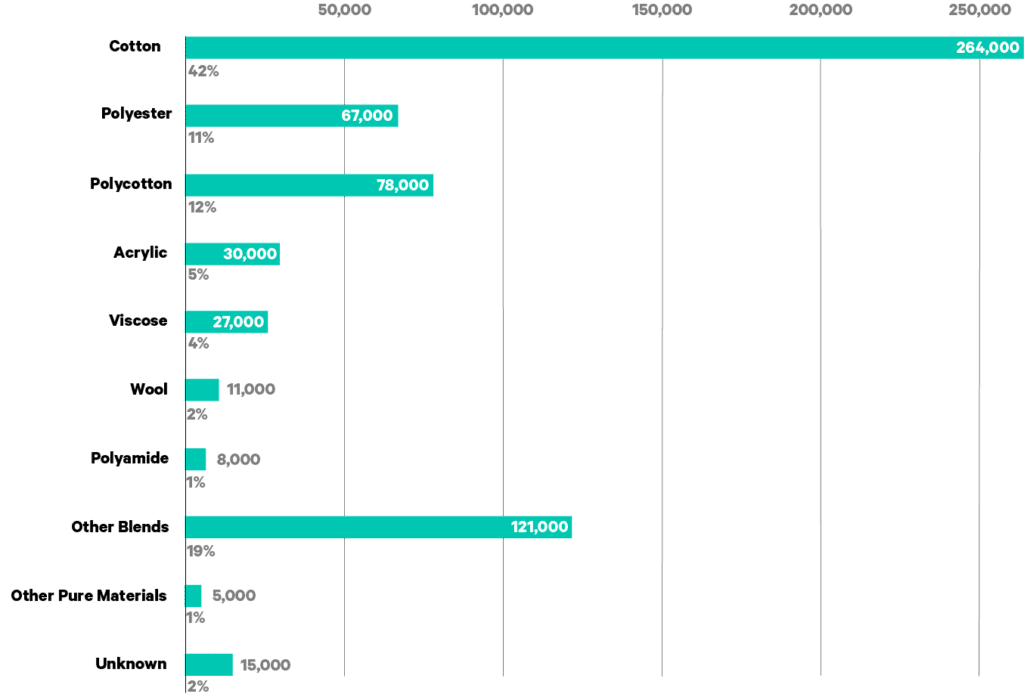
FIGURE 9: POTENTIAL FEEDSTOCK AVAILABILITY FROM THE FRACTION IN FOCUS COUNTRIES BY MATERIAL COMPOSITION (IN TONNES/YEAR). SOURCE: CIRCLE ECONOMY AND FASHION FOR GOOD (2022)
Pure cotton is the most prevalent fibre type in the Fraction in the focus countries63, followed by polycotton (12%) and polyester (11%).
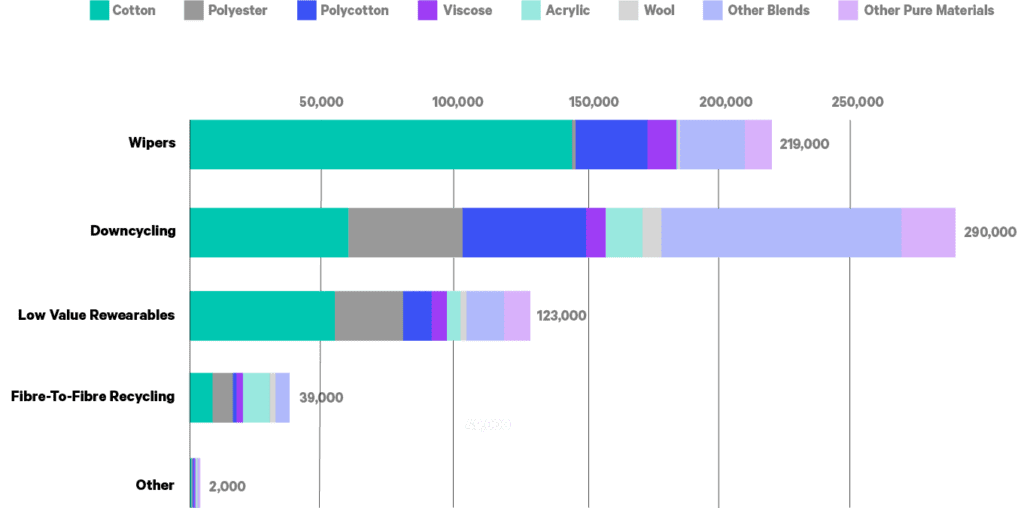
FIGURE 10: BREAKDOWN OF THE FRACTION PER CURRENT DESTINATION AND FIBRE COMPOSITION (IN TONNES/YEAR). SOURCE: CIRCLE ECONOMY AND FASHION FOR GOOD (2022)
Textile sorters categorise textiles to meet the specific requirements of their clients. This means all sorters have different product categories and therefore comparisons between countries are highly influenced by the differences in client requirements of participating sorters in each country. However, trends can be identified in the composition of products currently used as wipers, for downcycling, as low-value rewearable, as feedstock for fibre-to-fibre recycling (predominantly with mechanical recycling technologies), or for refurbishment or incineration (classified as “other destinations” in Figure 10). The fibre composition for each current destination is illustrated in Figure 10, whereas cotton and poly cottons are mostly sold for wipers and for example polyester and multiple blends are most commonly sold today for downcycled applications. Considering the low volumes of wool and acrylic found in sorted textiles in comparison to other fibres, these compositions have a high relevance when it comes to destinations for fibre-to-fibre recycling for wool and wool-rich blends and for acrylic when it comes to downcycling applications.
While cotton is the most prevalent fibre in most product categories, it is most commonly found in t-shirts and (denim) trousers. Sweaters have a high degree of diverse types of blends, for example wool-acrylic blends or blends containing viscose. Additionally, polyester can be seen mostly present in light jackets as well as in trousers.

FIGURE 11: BREAKDOWN OF THE FIBRE COMPOSITION OF THE MOST COMMON PRODUCT TYPES IN THE FRACTION. SOURCE: CIRCLE ECONOMY AND FASHION FOR GOOD (2022)
2. PRESENCE OF DISRUPTORS
The presence of elements such as buttons, fasteners and zippers may create a disruption for certain recycling processes. This is also the case for certain aesthetic applications such as sequins. Slightly over one third of the single-layered items in the Fraction (32%) do not contain any disruptors and can be considered as feedstock for recycling.
On the other hand, slightly over two thirds of the single-layered items in the Fraction (68%) contain disruptive elements for the recycling process. However, there is an important distinction between removable and non-removable disruptors. For the purpose of this Project, metal and plastic hardware have been regarded as removable disruptors, meaning that they can be removed either manually or automatically in preparation for recycling.64 All other hardware found in textiles as well as combinations of different types of hardware are considered as non-removable disruptors for the purpose of fibre-to-fibre recycling activities. Additional to the physical possibility of removing these elements, is the consideration of whether it is financially viable to do so. This is further discussed in chapter five on the business case for sorting for circularity.

FIGURE 12: PRESENCE OF DISRUPTORS ON SINGLE LAYERED ITEMS IN THE FRACTION. SOURCE: CIRCLE ECONOMY AND FASHION FOR GOOD (2022)
3. RECYCLABILITY OF THE FRACTION
The potential availability of feedstock for fibre-to-fibre recycling is described below for mechanical and chemical recycling separately. For each recycling archetype the volumes available of different material compositions are shown, alongside relevant information on the presence of disruptors and colours found. The assumptions of the feedstock suitable for each recycling archetype are also explained in the relevant section.
Mechanical recycling
Mechanical recycling is the process by which textiles are cut, shredded and opened into fibres that are usable for diverse applications. Some of the most common applications for this process are as fibres for insulation, filling or non-woven for industries such as the automotive. These applications are considered downcycling and the feedstock availability for these is not discussed in this section.
Nonetheless, the fibre-to-fibre mechanical recycling market is a mature one, with energy- and cost-efficient technologies at scale. Feedstock such as knitted textiles and denim are currently in high demand from sorters to feed into fibre-to-fibre recycling. Although fibres are shortened during the recycling process, these are usually compensated by being blended together with virgin fibres in order to obtain final yarns that are suitable to be woven or knitted back into textiles.
Assumptions made to estimate the volumes of feedstock available for mechanical recycling in the Fraction
- Composition: Pure cotton, pure wool, pure acrylic, cotton-rich and wool-rich blends (>80%).65
- Disruptors: None or removable.
- Colour: Multi-colour excluded.
- Only destinations for fibre-to-fibre recycling are taken into account
A total amount of around 140,000 tonnes of low value textiles is available in focus countries each year for fibre-to-fibre mechanical recycling processes. This volume represents 21% of low value textiles collected in the focus countries. This includes 1) 105,000 tonnes of pure cotton66 and 7,000 tonnes of cotton-rich blends with more than 80% cotton content (polycotton blends excluded), 2) 20,000 tonnes of pure acrylic, and 3) 7,000 tonnes of pure wool and 700 tonnes wool-rich blends with more than 80% wool content. The research found 47% of cotton-rich blends (polycotton excluded) were contaminated with nylon, 35% with elastane. However, cross-checks with composition claims on care labels hint that most of the contamination claimed as ‘polyamide’ actually consisted of elastane (further explained in Annex II). Contrastingly, the majority of wool-rich textiles are blended with polyamide (72%), followed by cotton (14%) and polyester (11%). Only monocoloured textiles that have no disruptors or removable ones are included in these volumes.
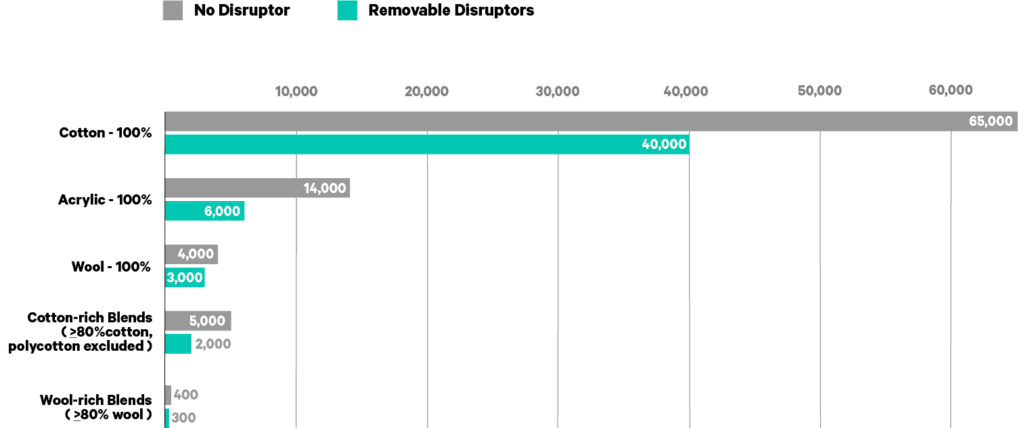
FIGURE 13: AVAILABILITY OF FEEDSTOCK FOR MECHANICAL RECYCLING IN FOCUS COUNTRIES BY FABRIC COMPOSITION (TONNES/YEAR). SOURCE: CIRCLE ECONOMY AND FASHION FOR GOOD (2022)
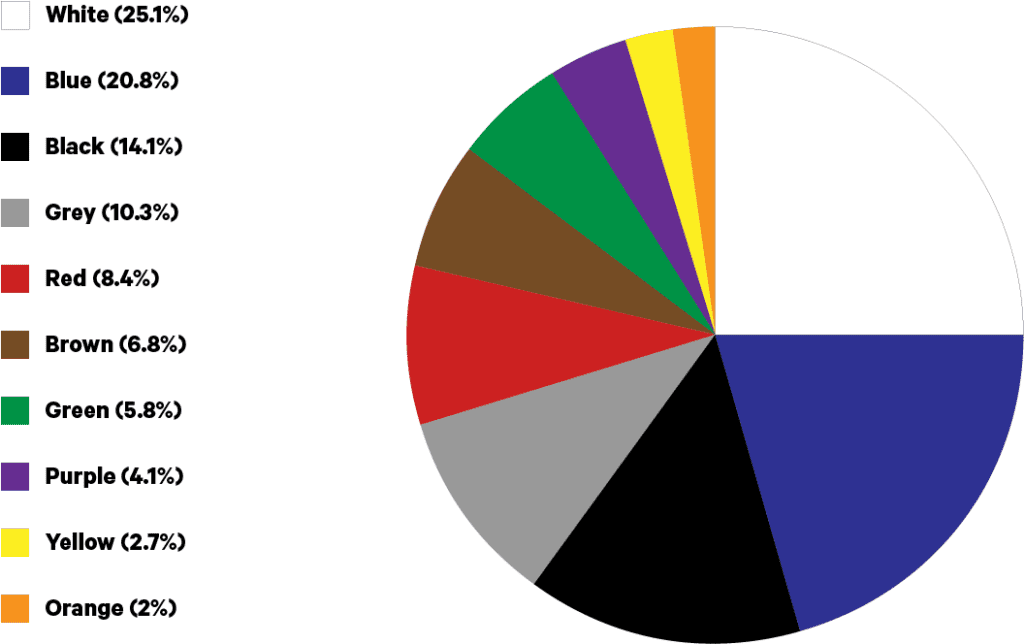
FIGURE 14: BREAKDOWN OF MOST PREVALENT COLOURS IN AVAILABLE FEEDSTOCK FOR MECHANICAL RECYCLING IN FOCUS COUNTRIES. SOURCE: CIRCLE ECONOMY AND FASHION FOR GOOD (2022)
In terms of colour, the majority of the feedstock available is white (24%), while considerable amounts of blue (20%), black (15%), and grey (11%) are also available. The colour palette found in the Fraction has been visualised in Figure 14.67 Although white is the most common colour overall, on average, black is the most prevalent colour for wool and grey for wool-rich blends.
Additionally, multi-coloured textiles have been excluded from these figures. This is due to the fact that one of the key aspects of the efficiency and low environmental impact of mechanical recycling processes is related to avoiding the re-dyeing and minimising over-dyeing of recycled fibres. Having multi-coloured textiles as input to this process would eventually create multi-coloured fibres as an output, which would not be marketable at scale under current requirements. Hence, these textiles are considered more suitable for a different recycling process. The presence of multi-coloured textiles for these fabric compositions with none or removable disruptors in the Fraction has been estimated to be 21%.
CHEMICAL RECYCLING
Chemical recycling are the processes by which fibres are broken down to its basic building blocks, either to polymer or monomer level. There are diverse recycling technologies encompassed under this archetype, including amongst others pulping processes to recycle cotton and viscose, to solventbased processes to recycle polyester and polycotton, to processes such as glycolysis, hydrolysis and enzymatic that take polyester and polyamide back to monomers.68
Assumptions made to estimate the volumes of feedstock available for chemical recycling in the Fraction
- Composition: Pure polyester, poly cottons, polyester-rich blends other than with cotton (>40% polyester content), pure viscose and pure cotton that is not suitable for mechanical recycling.
- Disruptors: None, removable and non-removable disruptors.
- Colour: All colours and multi-coloured.
A total amount of 354,000 tonnes of low value textiles is available in focus countries each year for fibre-to-fibre chemical recycling processes. This volume represents 53% of low value textiles collected in the focus countries. This includes:
- 163,000 tonnes of pure cotton69, which considers only the volume that is not suitable for mechanical recycling —all multicoloured pure cotton items, and pure cotton items with non-removable disruptors.
- 78,000 tonnes of poly cotton blends, The majority of polycotton blends (61%) consists of cotton-rich materials, with cotton content of 50% or above. The remaining 39% is considered polyester-rich, with polyester content of 50% or above.
- 67,000 tonnes of pure polyester.
Certain technologies can further extract polyester from polyester-rich blends if the average polyester content is at least 40%. This is a relevant consideration, as 63% of all blends contain polyester:70
- 19,000 tonnes of other polyester rich blends —that contain at least 40% of polyester and exclude those blended only with cotton. The main contaminants included in these blends are viscose (48%), wool (19%), elastane (11%), acrylic (11%) and polyamide (10%).
Finally, considering the small quantities of other types of man-made cellulosic fibres found in the Fraction, all man-made cellulosics have been aggregated under the term ‘viscose’ in this Project:
- 27,000 tonnes of pure viscose.
PCT containing all types of disruptors (both removable and non-removable) have been considered as potential feedstock for chemical recycling. In the case that non-removable disruptors cannot be processed by recyclers, only 19% of the total potential feedstock for chemical fibre-to-fibre recycling would be available.

FIGURE 15: AVAILABILITY OF FEEDSTOCK FOR CHEMICAL RECYCLING IN FOCUS COUNTRIES BY FABRIC COMPOSITION (TONNES/YEAR). SOURCE: CIRCLE ECONOMY AND FASHION FOR GOOD (2022)
For chemical recycling technologies, all colours have been considered as potential feedstock for recycling, including multi-coloured textiles. Although colour is not usually a hindrance for selecting feedstock for these types of processes, it is worth pointing out that multi-coloured textiles are the most prevalent colour in polyester (23% of available feedstock volume), viscose (26%) and polycottons that contain more than 50% of polyester (22%). For polycottons that contain more than 50% of cotton the most prevalent colour is blue (24%) of available feedstock volume), and for polyester-rich blends it is grey (19%).
OTHER RECYCLING TECHNOLOGIES
It is noteworthy to mention that pure synthetic textiles (eg. 100% polyester) could also be suitable in the future as feedstock for emerging thermomechanical processes – which use heat and pressure to melt synthetic textiles. However, at present, the purity requirements are extremely high for the technology to work and this presents a challenge for PCT.